Bonneville County, ID
Eagle Rock Enrichment Plant
Scope/Solutions
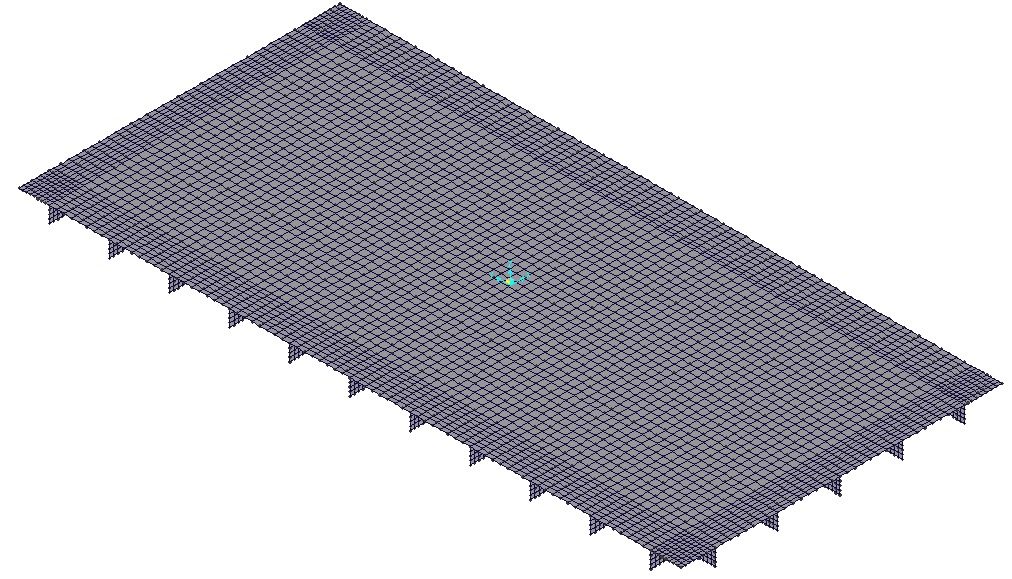
AREVA sought to build a uranium enrichment plant with six separation building modules (SBM), each to be supported on base isolators and located on either side of a central special moment resistance frame (SMRF) equipment hallway structure. Each SBM contains many centrifuge chains. SGH performed a structural peer review of the SBM and SMRF hallway. Subsequent to our review, we developed and designed an alternate precast concrete slab system and evaluated base isolation concepts for the SBM.
SGH reviewed overall design concepts and assessed compliance with governing design codes and standards for the SBM and SMRF hallway. To support our review, we performed limited independent analyses to verify selected design parameters. SGH provided recommendations to improve code and standard compliance, general constructability, and overall building performance. As part of our evaluation, we also reviewed design drawings and details of the precast SMRF equipment hallway structure with cast-in-place joints for compliance with ACI 349 and ASCE 43 requirements.
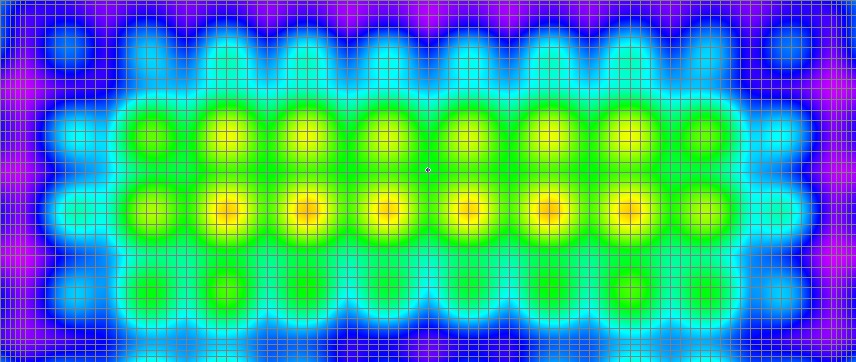
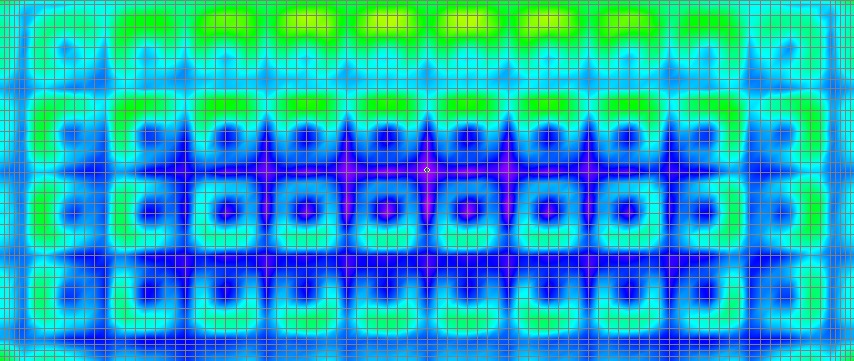
We also developed an alternate design for the precast concrete slab structure of the SBM. Our concept for a precast concrete waffle slab instead of the originally-proposed T-beam system reduced the overall depth of the system and offered significant cost savings for materials and transport. SGH developed thirteen sets of long-period time histories in accordance with ASCE 4 and ASCE 43 for analysis of SBM with base isolation. We used equivalent nonlinear time history analyses to calculate the deflection and rotation at the base of the centrifuges to confirm that the new precast design concept would meet design tolerances for the centrifuges provided by the vendor. SGH researched base isolator systems, reviewed calculations of stiffness and effective damping, and observed prototype testing for the proposed system at a laboratory in Germany.

Project Summary
Key team members

